产品分类
联系我们
山西顾德宝丰重工机械有限公司
电话:0350-3318959
手机:13353403666
联系人:王经理
地址:山西忻州市原平市京原北路108国道(原种场)
托辊是带式输送机上的承载部件,被广泛使用在矿山、码头、冶炼、化工等领域。托辊是个耗损品,国内年需求量1亿只以上,在使用运行的大约4亿只以上。托辊使用量和耗损量巨大,解决托辊节能问题,是关系到我国低碳绿色发展的重大课题。
目前,一种“顾德”牌精密节能托辊开始进入市场,这种精密节能托辊采用了“一种托辊轴承座与辊皮的连接设备及方法”等5项发明专利技术(专利号:CN201110048425.6、等),提高了托辊的制造品质,其中,辊子的旋转阻力、外圆径向圆跳动量,比国家标准分别降低了30%、40%,比国内市场上销售的大部分辊子分别降低了60%、70%。若仅以辊子旋转阻力平均降低2牛顿计算,1条1000米长的带式输送机,可以节能17.8kw ; 4亿只辊子节能2520000 kw,相当于百万级特大型华能德州电厂现有装机容量252万千瓦。
2 托辊的发展过程及目前存在的问题
中国改革开放以来,国民经济高速发展,散料运输业出现了前所未有的增长,带式输送机已经逐步成为散料运输的主要手段。在煤矿井下运输巷道,带式输送机由过去的100-630T/h运输量、1.6-2m/S带速,向1500—7000T/h运输量、3.15-5.3m/S带速以上发展。带式输送机正朝着大型化复杂化方向发展,目前,最大装机功率达到25000kw,系统最长输送距离145km,单机最长输送距离20.3km,最大输送量20000t/h,最大带宽2800mm,最大带强ST7000,最大带速8.5m/s。
带式输送机的主要部件配套能力已经形成,如高压大型电机、软启动技术、大型减速机、制动器、高强度胶带等,唯有高速大承载托辊的技术指标滞后,不能很好地满足要求。
托辊是带式输送机上承载载荷的部件,数量较多,它的质量好坏,影响到带式输送机的整体参数和质量。按当前的设计配置,托辊在带式输送机中占到总价的1/5---1/4,在深槽、高速、大运量、长距离带式输送机上,将近占到1/3,托辊是个消耗品,它的耗损值,居带式输送机运行成本的首位。
托辊滞后发展的主要原因为:
1)设计思维滞后,一直沿用着50年前的基本设计理念,没有与时俱进。以前带式输送机是小型简单的概念,当今是大型可靠的概念,有质的区别。要求托辊设计必须拚弃简单、低值、易耗的理念。
2)设计技术狭窄,一直在行业传统技术领域研究是寻找不到根本突破的,跨专业研发会发现新的天地。例如托辊的防水结构设计。
3)托辊的制造装备及工艺严重滞后时代的发展。机械制造的许多领域已经进入了加工中心时代,而托辊加工还远远停留在普通专用机床年代,加工质量根本无法保障。
托辊是带式输送机上被忽视的重要部件,托辊设计技术和制造技术滞后存在深层次的理念问题和行业局限性。需要用当今的经济技术理念重新作出定位。
3 托辊制造技术回顾及现状
目前国内托辊生产线、托辊加工设备及工艺,是上个世纪80年的传统技术及工艺,近年来虽然有所提升进步,但总体性能及工艺已经落后于时代的发展。
1986年—1987年期间,国内带式输送机行业,由北京起重运输机械研究所牵头,开始引进国外带式输送机及托辊设计技术和加工设备,当时的原平起重运输机械总厂引进了英国道梯公司的托辊制造设备,德国KOH公司的带式输送机下运设计技术和滚筒设计技术;唐冶、沈起和铜陵起重运输机械厂引进意大利RULMECA(陆美嘉)托辊制造技术。此次的引进,加之市场需求的空前增长,促进了行业的提升和发展,实现了与国际的接轨。
当时引进的英国道梯公司的托辊制造设备有:托辊管切断半自动机床、托辊轴承座双端焊接半自动机床、托辊冷拉轴自动化加工线等,这些单机设备与我国目前的托辊生产设备都处于同一个时代,母机还停留在普通专用车床技术基础上,关键尺寸没实现数控加工,加工工艺不合理,加工精度保证不了托辊设计要求,设备自动化低,生产效率低。
目前业内还有一种日系的托辊生产线,价格不菲,自动化率不高,数控化不高,用工较多,效率不高。
托辊制造设备是一种专用设备,需求有限,国内外研发滞后,全球能提供全自动化数控托辊生产线的制造商屈指可数。
4 托辊加工工艺分析
4.1目前托辊制造存在的主要问题及分析
带式输送机托辊是个简单的小部件,正因为是小部件,历来被忽视。托辊的结构设计较为简单,如图1,此结构是目前的规范结构,本文暂不探讨设计结构问题,主要针对此结构分析研究加工工艺过程和托辊加工设备的加工方法,然后优化设计出托辊数控自动化生产线工艺优化方案,为托辊数控自动化生产线的设计提供工艺方案。
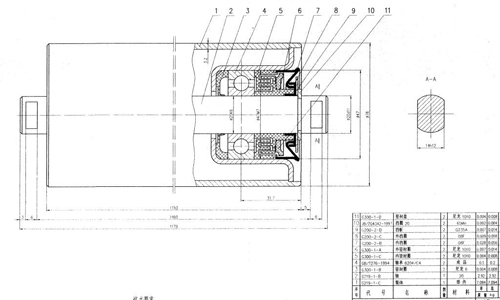
图1托辊辊子
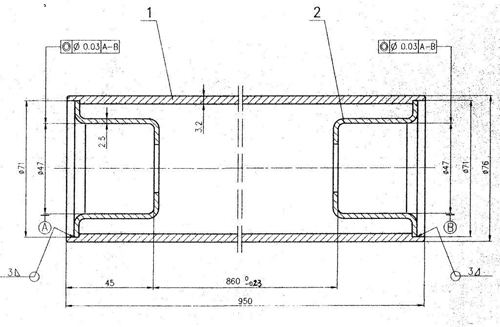
图2辊体
目前托辊辊皮(也叫管子)加工的设备是上世纪80年代的产品,用于制造辊皮的钢管,在径向上公差较大并有椭圆度,在轴向上直度公差较大,加工出来的辊皮,基本无法保证径向圆的跳动量。国家煤炭行业标准MT821-2006规定的径向圆跳动量的最小值为0.7mm,采用现行的加工设备和钢管加工的托辊辊皮,达标比率较低。
具体问题有:
1)管子镗口时,管子2端止口间的距离,即图3中尺寸937,误差较大并数值分散,误差值一般在3mm范围。此误差给托辊轴的加工带来了不便。若托辊轴完全按图纸要求加工,就会有30%以上的托辊辊体与轴,由于轴上轴用挡圈槽的距离相对小,而无法装配。目前实际加工中,为了解决相互尺寸不配套的问题,大多数的厂家只好放大托辊轴上轴用挡圈槽的距离,一般放大值在3-5mm。放大后虽然解决了无法装配的问题,但又带来了30%以上的托辊轴向穿动量超标,影响了现场使用。之所以产生此类问题,是由于加工设备落后,采用无触点限位开关设定进给行程。
2)管子镗孔设备夹持管子的夹具没有纠偏对准功能,采用V型铁或圆锥内表面的方法来夹持或顶持辊皮并设定轴向中心,然后两端镗口或倒角,加工出安放轴承座的止口或引导口,加工出的管子外皮相对于管子2端止口的轴线,径向跳动量较大。原因有三点,其一是管子端口与管子轴线的垂直度误差,其二是管子端口的椭圆度及直径误差,其三是设备的设计缺陷及精度。
3)目前管子镗孔设备技术落后,精度低,管子2端止口的加工精度不够,同心度难以保证,图纸的技术数据见图2、图3。
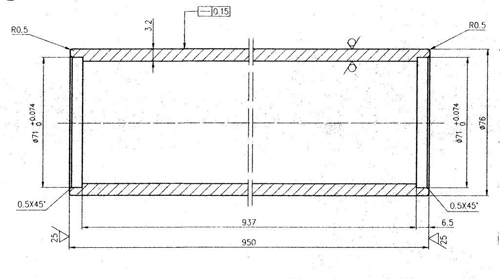
图3管子
加工手段远离设计的要求,没有按照图纸要求进行严格的加工制造。图2是托辊管子的设计图。主要原因是目前的托辊加工专用设备是上个世纪80年代研发的,当时科技落后,研发力量薄弱,无法实现托辊轴的有效加工,也就保证不了图纸的技术要求。
轴承座是经过4-5次冲压成形的,由于冲压工艺定位存在缺陷,往往造成轴承座外边内面(与管子止口台阶的接触部份)与轴承座的中心孔轴线不垂直,把这样的轴承座安设到管子2端的止口内后,两端轴承座的同心度误差较大.见图4

图4轴承座
托辊轴是个简单的零件,材料一般选用冷拔轴,加工量不大,加工精度中等。但是,由于批量大,通用设备加工效率太低;目前的专用设备落后,需要切断、平头打中心孔、车槽、铣扁4道工序,这些设备为常规工艺,没有实现数控和全自动化,加工效率太低,人工费用高,加工精度主要靠操作人员来实现。大部分企业,各工序之间的转运靠人工来完成;去除毛刺更是手工完成。见图5

图5轴
目前托辊装配主要采用专用托辊液压压床来完成。存在的问题是:
1)1个行程,当设备调整好后,只有单独1个行程,压完两端的轴承后,需要把托辊搬运到第二个压床,再压装密封。造成功效低,用人多,产量低。也有把轴承和密封同时一起压装的,这是不合乎工艺要求的,往往产生过压,把密封和轴承过度接触,造成无法转动,不在我们的探讨范围。
2)调整行程复杂费时。先做大行程粗条,需要松开紧固螺栓,推动机头,然后再调整油缸细扣螺母,用板尺反复测量等等,费工费时,一般的操作工还难以胜任。
3)精度低。往往由于过压装,造成托辊卡转。
4)液压站处于连续工作状态,消耗能量。
目前国内国际没有托辊全自动数控喷涂线,虽有个别的半自动喷涂线,往往解决不了托辊的自动吊挂问题,吊挂完全靠人力来完成,1条500支/8小时的喷涂线,需要4-6人完成吊挂;大部分中小企业全手工喷涂。在人力资源紧张、人工费较高的情况下,为了降低制造成本,增强产品的竞争力,实现托辊全自动数控喷涂线成立当务之急。
目前存在的问题是:
1)用人多,人工成本高,效率低。
2)涂料主要采用油漆 ,污染严重,个别半自动喷涂线虽然采用了环保设施,但是解决不了涂料利用率低的问题。
5 托辊业现状及机遇
目前,国内托辊制造企业将近1000家,其中,经国家矿用产品安全标志认证的公司573家,从业企业较多,托辊产业集中度较低,市场处于无序竞争状态,是W·钱·教授和勒妮·莫博涅教授提出的红海战略阶段。这个阶段是不可持续的。随着技术升级、装备升级,专业化大生产的逐步形成,红海战略必然要过渡到蓝海战略阶段。
573家经过认证的公司中,规模企业占到6%左右,全部是带式输送机主机厂家,它们拥有40%多的国内市场份额,它们的市场份额主要是增量部分,也就是新上项目部分。规模企业是以主机制造为主,除主要外购件外,其余各种零部件均由企业自主生产制造,具有较好的托辊加工能力。
除规模企业以外,中小型企业是市场的重要参与者,不仅能获得市场的增量部分,几乎囊括了托辊配件市场。中小型企业生产架构基本与规模企业相同,而托辊加工能力参差不齐,大部分企业质量保证体系不健全。
再有,就是小微企业和家庭作坊,主要特点是具有价格优势和商贸渠道优势。小微企业用工灵活,管理费用低是形成价格优势的主要因素。
外国公司在国内的份额十分有限,参与的外国公司有,久益(美国)采矿设备有限公司、DBT美国有限责任公司、比塞洛斯美国有限公司、澳大利亚大陆(ACE)公司。
西方国家制造业空壳化,基本没有托辊制造产业,也没有高端托辊制造装备。发展中国家,托辊制造业刚刚起步,托辊依赖进口。
规模企业、中小型企业生产架构不合理,是传统的大而全,小而全结构,专业化不突出。
大而全小而全是经济发展初期的产物,有两个原因,一是我国“一五”—“ 六五”建设期间,由于工业门类不配套,市场功能缺位,形不成完善的上下游产业链,大而全小而全是当时企业生产架构的权宜之计;二是受传统农耕思维“自给自足”的影响,万事不求人的理念。
目前我国经济已经进入社会化大生产阶段,社会化分工越来越细,专业化是当今及未来的必然的选择。托辊产业只有专业化,才能提高质量、提高效率、降低成本。
专业化是一种聚焦战略,是把企业的人力、物力、财力、技术、市场等生产要素,聚焦在一件事上的战略。
国内已有4家外资背景的品牌托辊企业,实现了专业化生产。它们有十几年的专业化历程,是专业化的先行者,开拓了细分市场,推动了托辊从带式输送机中分包出来单独招标模式,这种模式已经开始被市场认可和接纳。
我国经济进入新常态,带式输送机制造业开始结构调整,将逐步形成完善的基础件公司+总体设计组装公司的上下游生态产业链,这样的产业链在西方国家中早以形成。所以,托辊产业的专业化生产是行业结构调整的必然趋向。
目前国内托辊制造装备是以单机组成的托辊生产线为主,部分企业在此基础上进行了有限的自动化改造,配置了几台机械手;个别企业采用了半自动托辊生产线;这些改造或半自动化,只解决了托辊的流转过程,没有从根本上实现装备升级,它们由于加工精度低,工艺落后,用工多,加工的托辊指标落后不稳定等因素,势必要被科技进步所淘汰。
目前一种全新的、具有中国自主知识产权的、高端的--数控自动化托辊生产线已经进入市场,即将成为托辊加工制造的主流装备。并且这种高端装备是面向两化融合,实现网络异地协同智能化工厂,符合中国制造2025的总体要求。
托辊制造业专业化窗口已经打开,天时地利已经具备,需要业界迅速完成资源配置,细分产品,实现专业化生产。
走细分产品是中小企业的优先选项,只有做好细分产品,实现第一,才能避开激烈的市场竞争,实现企业的价值。托辊的细分产品有很多,比如锥形托辊、鼓形托辊、高分子托辊、陶瓷托辊等,是小微企业扬长避短,走聚焦战略的最好选项。
专业化生产,是社会化大生产的必然要求,望业界不失时机地抓住这个机遇期,依靠技术进步,建立新业态,整合市场,赢得国内市场,进入国际市场,实现快速成长。
时代催人奋进,愿托辊业早日走出红海战略,迈向蓝海战略,提升中国创造。
6托辊焊接工艺的否定与反思
托辊焊接是指托辊辊皮与冲压轴承座之间采用CO2气体保护焊焊接,从托辊的技术要求衡量,采用焊接工艺是不恰当的。
图2是DTⅡ型托辊辊体的设计图,两端轴承座A-B同心度Φ0.03,采用CO2气体保护焊焊接,显然是保证不了同心度的。
钢材在焊接时熔化,钢的熔化温度1500℃左右,在这个温度下,轴承座和辊皮产生较大的热变形。产生较大变形的原因主要有三点,其一是轴承座、辊皮厚度范围3-5mm,属于轻薄件,温度扩散较慢产生变形,其二是焊接工艺是逐渐焊接的过程,轴承座和辊皮在焊接过程中温升不均匀产生变形,其三是冲压轴承座一般不消除应力,受热后应力释放产生变形。总之,多种变形叠加,造成托辊阻力增加,降低了托辊寿命,增大了功率消耗。
从加工角度说,辊皮是精度比较高的加工件,如图3,冲压轴承座有些企业为了提高质量,也要进行二次机加工,在零件质量达到IT9精度的情况下,再用焊接工艺焊接显然也是不匹配的选择。
影响轴承座A-B同心度的原因还有许多,比如轴承座的精度和强度、轴承座与辊皮的配合、辊皮两端镗孔的精度及同心度等等。这些因素,本文暂不探讨。
托辊轴承座与辊皮的结构有许多种方式,主要的结构方式经过了两次演化。早期是TD62型、TD75型带式输送机,托辊轴承座与辊皮采用紧配合压装形式,轴承座采用铸铁材料,也有轴承座采用折边冲压,见图6。后期是DTⅡ型带式输送机,托辊轴承座与辊皮采用CO2气体保护焊焊接,轴承座采用冲压轴承座,如图2。
演化的原因,除了铸铁轴承座本身的缺点和加工效率低下外,主要是当时的加工手段落后,保证不了辊子两端轴承座的同心度和管子与轴承座的可靠连接。
